Структурное назначение и эксплуатационные преимущества
Алюминиевый корпус двигателя насоса служит защитным кожухом, объединяющим статор электродвигателя, подшипники и системы охлаждения, сохраняя при этом точное выравнивание с секцией гидравлического насоса. Правильно спроектированные алюминиевые корпуса уменьшают общий вес насоса на 60–70 % по сравнению с чугунными аналогами. обеспечивая при этом достаточную электромагнитную защиту и коррозионную стойкость для приложений, работающих с промышленными жидкостями. Теплопроводность материала 96 Вт/мК обеспечивает эффективный отвод тепла от обмоток двигателя, обеспечивая непрерывную работу при температуре окружающей среды до 80 градусов Цельсия без внешнего охлаждения в большинстве конфигураций. Эти характеристики делают алюминий доминирующим материалом для насосных двигателей от жилых домов с малой мощностью до промышленных систем мощностью 500 л.с.
Глобальный алюминиевый корпус двигателя насоса Рынок превышает 2,8 миллиарда долларов в год, что обусловлено инвестициями в инфраструктуру управления водными ресурсами и расширением систем отопления, вентиляции и кондиционирования. Современные конструкции корпусов все чаще включают в себя оптимизацию вычислительной гидродинамики для потока охлаждающего воздуха и модульную архитектуру, включающую несколько конфигураций насосов с обычных литейных платформ.

Выбор сплава и свойства материала
Выбор алюминиевого сплава для корпусов электродвигателей насосов обеспечивает баланс между литостью, механической прочностью, коррозионной стойкостью и требованиями к термическим характеристикам.
Сплавы А380 и А383 для литья под давлением
Алюминиевый сплав A380 доминирует в области литья под высоким давлением, содержа 7,5-9,5% кремния и 3,0-4,0% меди. для достижения превосходной текучести и минимальной усадочной пористости. Предел прочности на растяжение 320 МПа и предел текучести 160 МПа обеспечивают достаточную структурную целостность опор двигателя и фланцевых соединений насоса, подвергающихся воздействию сил гидравлического давления. Естественная коррозионная стойкость сплава, усиленная за счет химического конверсионного покрытия или анодирования, выдерживает воздействие воды и мягких химических сред без защитной окраски.
А383 предлагает модифицированную композицию с 9,5–11,5 % кремния и 2,0–3,0 % меди. , улучшая характеристики заполнения матрицы для тонкостенных секций корпуса (2,5-3,5 мм) и сложных внутренних каналов охлаждения. Этот сплав снижает склонность к горячему растрескиванию в изделиях сложной геометрии, сохраняя при этом 90% механических свойств A380, что делает его предпочтительным для крупносерийного производства компактных насосных электродвигателей.
Применение деформируемых сплавов и механически обработанные корпуса
В корпусах двигателей больших насосов диаметром более 400 миллиметров или требующих экстремального давления используются 6061-Т6 алюминий изготовлены методом экструзии или поковки. Дисперсионно-твердеющий сплав магния и силицида достигает предела текучести 276 МПа и превосходной усталостной прочности в условиях циклических нагрузок. В механически обработанных корпусах размещены встроенные рубашки охлаждения со сложной внутренней геометрией, которую невозможно надежно отлить, хотя стоимость производства в 3-4 раза выше, чем у отлитых под давлением эквивалентов.
| Марка сплава | Процесс | Предел прочности | Коррозионная стойкость | Типичное применение |
|---|---|---|---|---|
| A380 | Литье под давлением | 320 МПа | Хорошо | Насосы общего назначения |
| A383 | Литье под давлением | 310 МПа | Хорошо | Сложные тонкостенные конструкции. |
| А360 | Литье под давлением | 300 МПа | Отлично | Морская и агрессивная среда |
| 6061-T6 | Обработка | 310 МПа | Отлично | Большие насосы высокого давления |
Производственные процессы литья под давлением
Литье под высоким давлением позволяет производить большинство алюминиевых корпусов электродвигателей насосов с точностью размеров и чистотой поверхности, что сводит к минимуму требования к вторичной механической обработке.
Параметры литья под давлением в холодной камере
Машины с холодильной камерой с усилием запирания 800-2500 метрических тонн вмещают размеры корпуса от 0,5 до 50 килограммов веса дроби. Расплавленный алюминий температурой 680-720 градусов Цельсия поступает в холодную камеру (горизонтальную дробильную гильзу) и впрыскивается в штампы из закаленной стали под давлением 30-100 МПа в течение 20-100 миллисекунд. Быстрое затвердевание (50-200 градусов Цельсия в секунду) создает мелкозернистую структуру с минимальной пористостью, достигая допуски на размеры литого изделия плюс-минус 0,1 миллиметра. для критических монтажных поверхностей двигателя.
Контроль температуры матрицы на уровне 200-280 градусов по Цельсию через каналы циркуляции масла предотвращает термическое усталостное растрескивание, одновременно способствуя направленному затвердеванию. Литье под вакуумом снижает пористость, захваченную воздухом, на 60-80%, что позволяет отливать герметичные корпуса насосов, подвергающиеся гидравлическому давлению 10 бар, без пропиточного уплотнения.
Обрезка и вторичные операции
Литые корпуса подвергаются автоматической обрезке для удаления литников, направляющих и заусенцев с последующей дробеструйной очисткой или вибрационной отделкой для достижения Обработка поверхности Ra 3,2-6,3 микрометра подходит для покраски или нанесения покрытия. К ответственным операциям механической обработки относятся чистовая обработка отверстий подшипников (допуск H7), фрезерование торцевых поверхностей крепления двигателя (плоскостность 0,05 мм) и установка резьбовых вставок для точек подключения насоса. Обрабатывающие центры с ЧПУ обеспечивают точность позиционирования 0,01 миллиметра для этих прецизионных функций.
Интеграция системы терморегулирования и охлаждения
В конструкции алюминиевого корпуса двигателя насоса все больше внимания уделяется возможностям рассеивания тепла по мере увеличения удельной мощности двигателя и ужесточения стандартов эффективности.
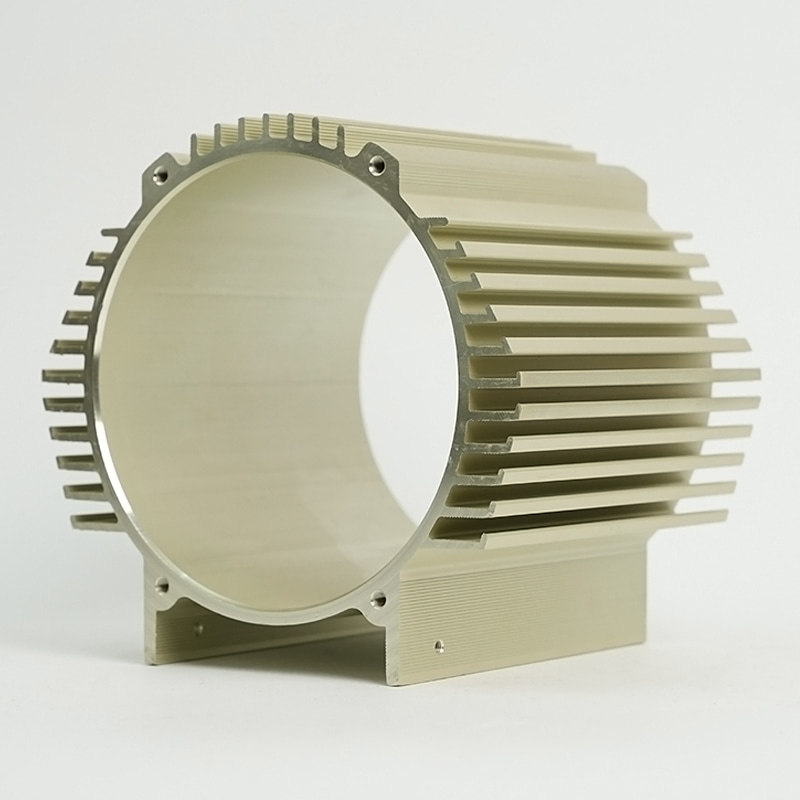
Конструкция внешнего ребра и оптимизация воздушного потока
Охлаждение с естественной конвекцией включает в себя алюминиевые ребра толщиной 2–4 мм с расстоянием между ними 8–15 мм. увеличение площади поверхности на 300-500% по сравнению с гладкими цилиндрическими корпусами. Высота ребер 20-40 миллиметров обеспечивает баланс между улучшением теплопередачи, стоимостью материала и сложностью отливки. Вычислительное моделирование гидродинамики оптимизирует ориентацию ребер как для горизонтальной, так и для вертикальной конфигурации установки двигателя, а Т-образные или гофрированные профили повышают коэффициенты турбулентности и теплопередачи до 15-25 Вт/м²К.
Принудительное воздушное охлаждение посредством встроенных корпусов вентиляторов обеспечивает мощность тепловыделения 200-400 Вт для двигателей насосов длительного режима работы с алюминиевыми лопастями вентилятора, отлитыми за одно целое с корпусом или прикрепленными через запрессованные алюминиевые ступицы. Низкая плотность материала (2,7 г/см³) сводит к минимуму инерцию вращения и энергопотребление двигателя вентилятора по сравнению со стальными альтернативами.
Архитектура рубашки жидкостного охлаждения
Мощные насосные двигатели используют встроенные водяные рубашки отлит в алюминиевый корпус, циркулируя охлаждающую жидкость через спиральные или осевые каналы, окружающие статор. В конструкциях кожуха толщина стенок между каналами охлаждения и отверстием статора составляет 3–5 мм, что обеспечивает достаточную теплопроводность при сохранении жесткости конструкции. Испытание под давлением, превышающим рабочее давление в 1,5 раза, проверяет целостность рубашки перед сборкой двигателя.
Защита от коррозии и обработка поверхности
В то время как алюминий подвергается естественной пассивации, корпуса электродвигателей насосов в агрессивных средах требуют усиленной защиты посредством химической обработки и нанесения покрытий.
Конверсионные покрытия и анодирование
Хроматные конверсионные покрытия (Alodine) обеспечивают Защитные пленки толщиной 0,5-4 микрометра повышение коррозионной стойкости и адгезии краски, хотя составы шестивалентного хрома сталкиваются с нормативными ограничениями. Альтернативы из трехвалентного хрома и титана-циркония достигают 80% традиционных показателей при соблюдении экологических требований. Анодирование (серная кислота типа II) создает слои оксида алюминия толщиной 5–25 микрометров с твердостью 200–300 HV, обеспечивая стойкость к истиранию для морских и промышленных насосов.
Системы порошкового покрытия и влажной окраски
Полиэфирная порошковая покраска Толщина 60-80 микрометров обеспечивает долговечное косметическое и защитное покрытие стандартных цветов двигателя (черный, серый, синий). Электростатическое нанесение и отверждение при 180-200 градусах Цельсия создают сшитые пленки с твердостью по карандашному карандашу 2H и устойчивостью к солевому туману, превышающей 500 часов. Мокрые эпоксидные или полиуретановые системы предназначены для специализированных применений, требующих химической устойчивости к кислотам, щелочам или растворителям, встречающимся в технологических перекачках.
Алюминиевый корпус электродвигателя насоса представляет собой зрелую, но развивающуюся категорию продуктов, объединяющую науку о материалах, прецизионное производство и теплотехнику, чтобы обеспечить эффективную перекачку жидкостей в промышленных, коммерческих и жилых приложениях. Непрерывная разработка сплавов и усовершенствование процесса литья расширяют доминирование алюминия в конструкции насосных двигателей по сравнению с конкурирующими материалами.